





模具百科
常見塑料件的模具進膠問題的分析
作者: 海川模塑
瀏覽:
次
發布時間:2019-11-27
注塑模具主要有兩種流道流道分為冷流道和熱流道
冷流道分為
- 大澆口,
- 三板模細水口,
- 絕緣澆口,
熱流道分為
- 開放式(大澆口,點膠口)
- 針閥式(順序閥,單點針閥)

冷流道

冷流道
三板模細水口
便于產品的注塑,尤其PC,硬PVC和ABS的盒件,杯體等

絕緣澆口
假熱流道,節約成本,注塑機噴嘴不能退,否則會堵住

開放式熱流道
熱損失比較少,沒有料把,節約成本
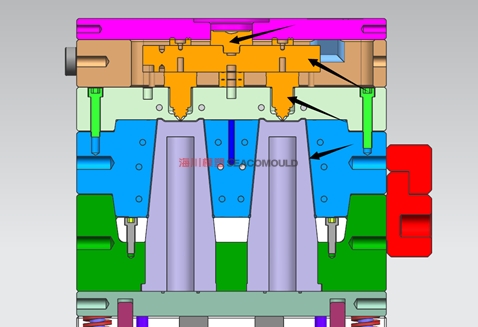
開放式熱流道大澆口(反進膠)
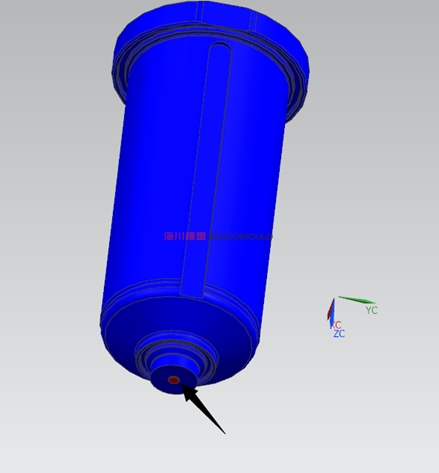
開放式熱流道點澆口
單點針閥式熱流道
單點針閥式熱流道,產品表面無需修剪,比較平針,A面(型腔表面)要求高的用這個,以及薄壁或者注塑壓力比較大的
多點針閥式熱流道

多點針閥式順序閥熱流道,要求較高的汽車件,其它外觀件,調試熔接線,表面氣紋,亮斑等
熱流道冷澆口

熱流道再分冷流道,熱流道成本相對較低,便于產品排布
半熱流道

半熱流道,成本較低,便于選擇進膠位置
冷流道
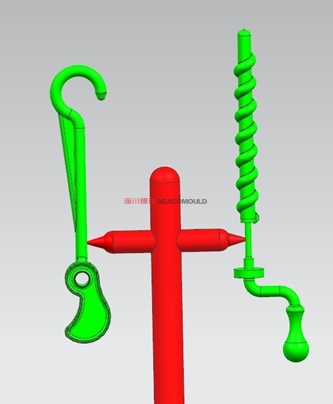
下圖是冷流道,流道有圓形,梯形,U型等,流道進膠要考慮平衡,流道分為主流道,分流道,流道的直徑從大到小,主流道大于分流道

冷流道扇形澆口
冷流道邊澆口

澆口形式